




以下是桥梁护栏【桥梁护栏厂家】质量优选的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:湖北咸宁桥梁护栏【桥梁护栏厂家】质量优选的图文介绍

华尔新材料科技(咸宁市分公司)科研力量雄厚,拥有一支经验丰富、富有创新能力的 铝合金护栏技术研发团队,以多年自主知识产权的工业自动化控制技术为基础,为客户提供优质的 铝合金护栏产品和解决方案,并形成安装、调试、运行维护、技术升级、远程数据分析等一系列配套服务。


复合管护栏焊接不锈钢复合管的时候有什么质量要求
不锈钢复合管是不锈钢产品的一个比较重要的类型,对于不锈钢复合管的质量要求是比较高的,它尤其是在各种的工程上是发挥着比较重要的作用的,不锈钢复合管属于一种新型的复合管的类型,对于相关的焊接的技术是有着比较大的要求的,要进行焊接的质量过关才可以,要不然的话不锈钢复合管就会在使用的时候受到影响,对于焊接的技术以及焊接的师傅的要求也是比较高的,因此厂家在进行设计和生产的时候也是比较关注这个环节的。
不锈钢复合管工程集输管线选用不锈钢复合管 。该管材属于新一代设计产品,对于输送混合气液有着**的应用前景,为先导试验区建设打开新局面由于该新型管材在油田地面建设工程尚未接触,焊接工艺尚未成熟,处于摸索阶段。不锈钢复合管厂对焊接工艺**重视,积极与业主和设计联系,成立不锈钢复合管焊接工艺领导小组。不锈钢复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为**该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。



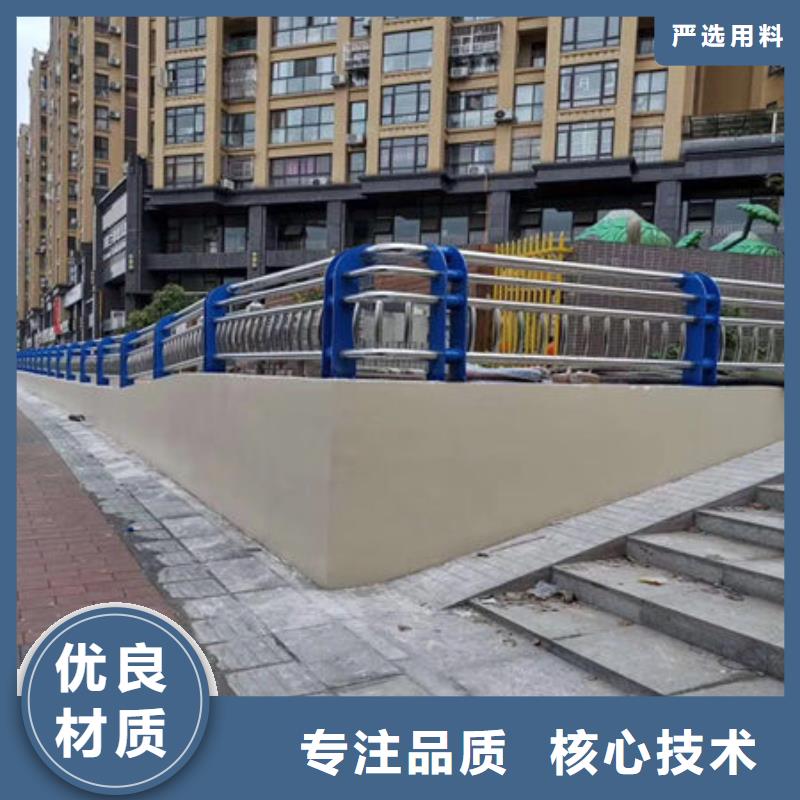
桥梁护栏有哪些功能
桥护栏是桥梁的重要组成部分。大桥护栏不只能进步桥梁的美丽和亮度,并且在预警、阻塞和防止交通事故方面发挥了杰出的效果。桥护栏的主要功用主要有以下部分:桥梁护栏的别离功用:桥梁能够将车辆、非机动车和行人车辆经过桥护栏分隔。路程在横截面上纵向分隔,以驱动机动车、非机动车和行人,进步路程交通。交通秩序改进了。
桥梁护栏的屏障功用:桥梁能够经过桥梁护栏阻断不良的交通行为,并阻挠行人、自行车或机动车过马路。它要求必定高度的桥护栏,必定密度是指笔直柱,但也有必定强度。


不锈钢复合管护栏焊接进程
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。
